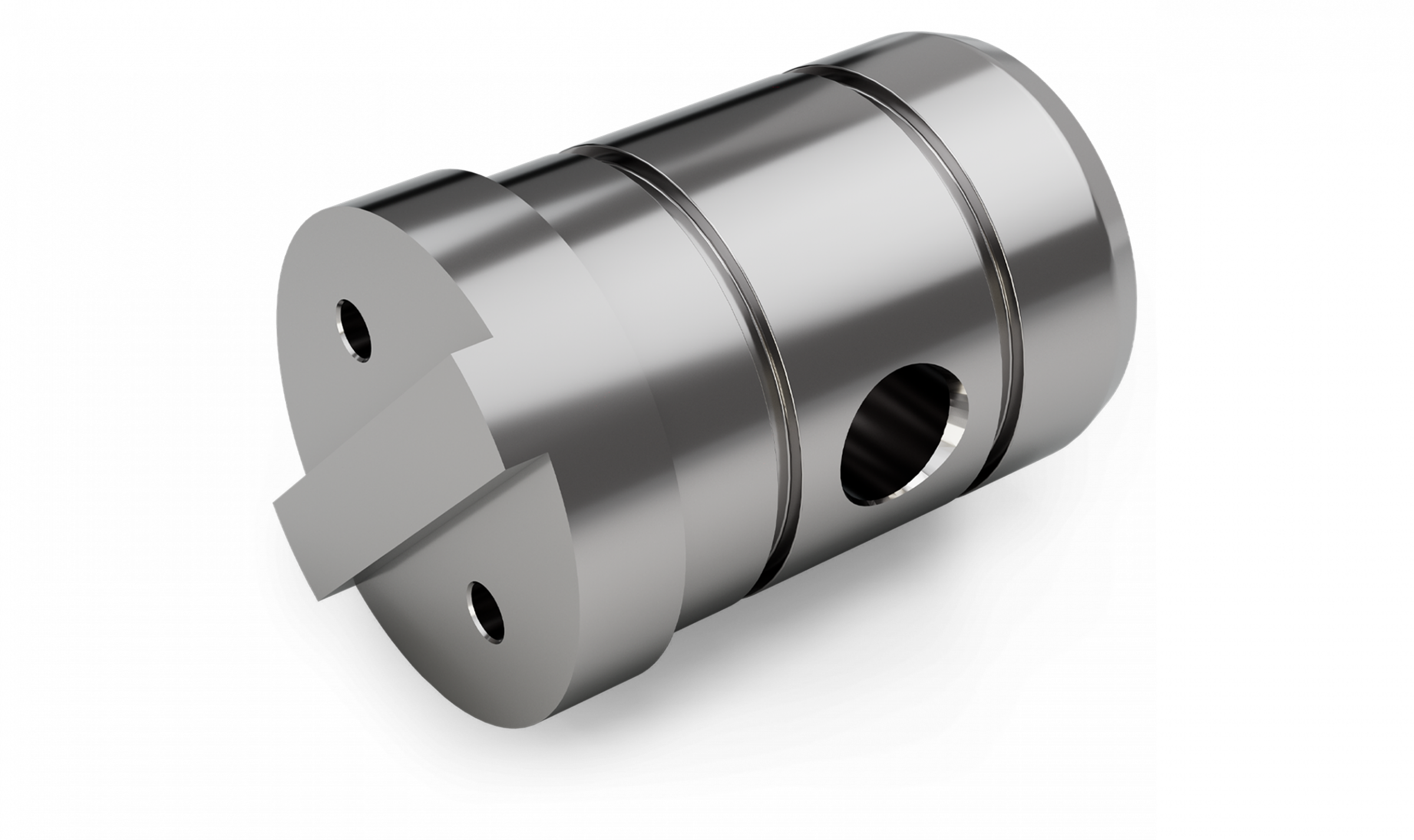
Hartmetall-Fertigung im Überblick
Durch das Sinter HIP Verfahren erreichen unsere Hartmetallteile ihre spezifischen Eigenschaften. Eine Weiterbearbeitung der Hartmetall-Rohlinge ist dann nur mit Diamantschleifscheiben, Draht- oder Senk-Erodiermaschinen möglich.
Somit kommt für die Produktion eines einsatzfertigen Werkzeugs aus einer Hand unsere hauseigene Schleiftechnik zur Anwendung. Egal ob Aussen-, Innen-, Centerless- oder CNC-gesteuerte Schleifanwendungen erforderlich sind – alle Bearbeitungen bieten wir im eigenen Hause an. Auch Draht- oder Senk-Erodieren ist bei uns gängige Praxis.
Selbstverständlich sichert eine abschließende Warenausgangskontrolle die Qualität und Maßhaltigkeit unserer Produkte nach den entsprechenden Vorgaben bzw. Zeichnungen ab.




Pulververarbeitung
Mit unserer eigenen Pulveraufbereitung steuern und kontrollieren wir unsere Hartmetallsorten im eigenen Haus. Nach den Prozessen des Mahlens bzw. Homogenisierens erhalten wir nach einem Trocknungsvorgang eine definierte Menge an pressfertigem Pulver.
Isostatische Presstechnik
Mittels linearer oder isostatischer Verdichtung und Kräften bis zu 30.000 KN entstehen zylindrische oder quaderförmige Blöcke – die sogenannten Grünlinge. Die Festigkeit eines Grünlings ist in etwa mit der Schulkreide zu vergleichen.
Axiale Presstechnik
Mittels axialer Presstechnik sind wir in der Lage, per Pressautomaten endkonturnahe Teile über eigens in unserem Werkzeugbau hergestellte Presswerkzeuge zu fertigen. Hinzu kommt auch das isostatische Pressen, bei dem zylindrische oder quaderförmige Rohlinge gefertigt werden.

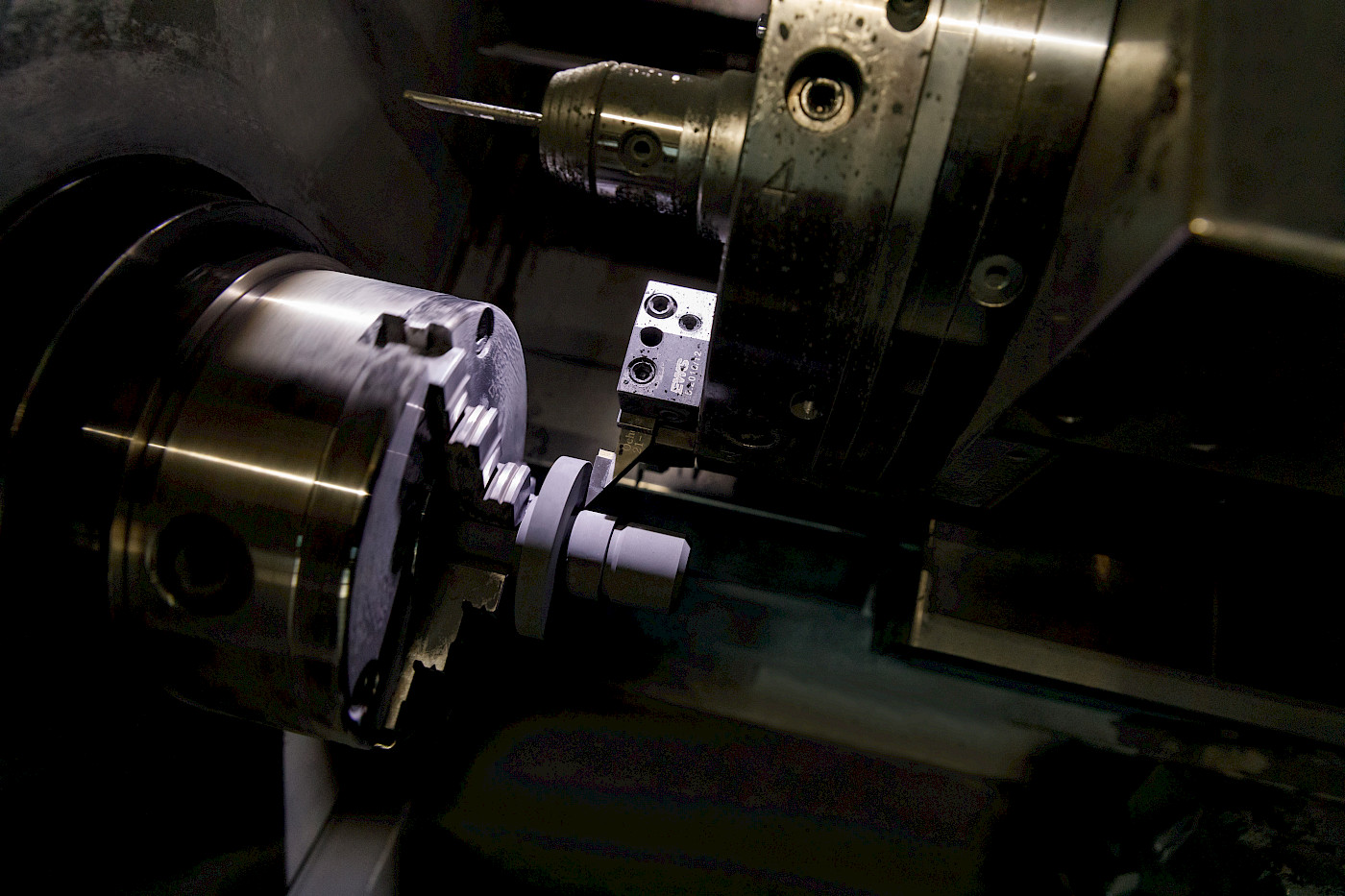
Zerspanung des Grünlings
Aufgrund der Kundenzeichnung werden die Sonderteile über die üblichen Fertigungsverfahren wie Drehen, Fräsen und Schleifen zerspant. Zu beachten ist hierbei jeweils der spezifische Schwund, der beim Sintern eintritt. Als Schneidstoff für die einzelnen Bearbeitungsfolgen werden ausschließlich Diamant bestückte Werkzeuge verwendet werden, um wirtschaftliche Bearbeitungszeiten zu erzielen.

Sintern
Bei Nadler Hartmetalle werden alle Teile zu 100% dem Sinter HIP Verfahren unterzogen. So stellen wir sicher, dass die gesinterten Teile ein gleichmäßiges Gefüge aufweisen und die physikalischen Eigenschaften des Hartmetalls auf einem hohen und reproduzierbaren Niveau liegen.
Da die Teile während des Sinterns ca 25% schrumpfen, muss dies maßlich im Vorfeld berücksichtigt werden.

Schleiftechnik
Für diese finalisierenden Produktionsschritte zur Herstellung von Hartmetall-Fertigteilen oder Fertigwerkzeugen steht unserer hauseigenen Schleiftechnik ein moderner und vielseitiger Maschinenpark (geeignet für alle Schleifoperationen, Läppen, Polieren, Honen und Erodieren) zur Verfügung.
Das Team der Schleiftechnik setzt sich aus jungen und engagierten sowie langjährigen Mitarbeitern mit großem Erfahrungsschatz zusammen. Damit bieten und sichern wir höchste Wirtschaftlichkeit und Kompetenz im Bereich der Hartmetall-Endbearbeitung.
Erodieren, Läppen & Honen
Wir führen die beiden Verfahren des Drahterodierens sowie auch das Senkerodieren. Diese beiden Fertigungsmöglichkeiten geben uns die Möglichkeit, extrem genaue Konturen mit herausragenden Oberflächen zu fertigen.
Das Läppen ist ab einer mittleren oder auch größeren Stückzahl ein sehr wirtschaftliches Verfahren. Hier können sehr genaue Parallelitäten zu günstigen Kosten dargestellt werden.
Das Honen ist ein Abtragsverfahren, bei dem Bohrungen rasch und effizient in einem kleinen Toleranzfenster hergestellt werden können. Diamant bestückte Honleisten tragen hierbei mittels einem Kreuzschliff auch zu einer ausgezeichneten Zylindrizität bei.

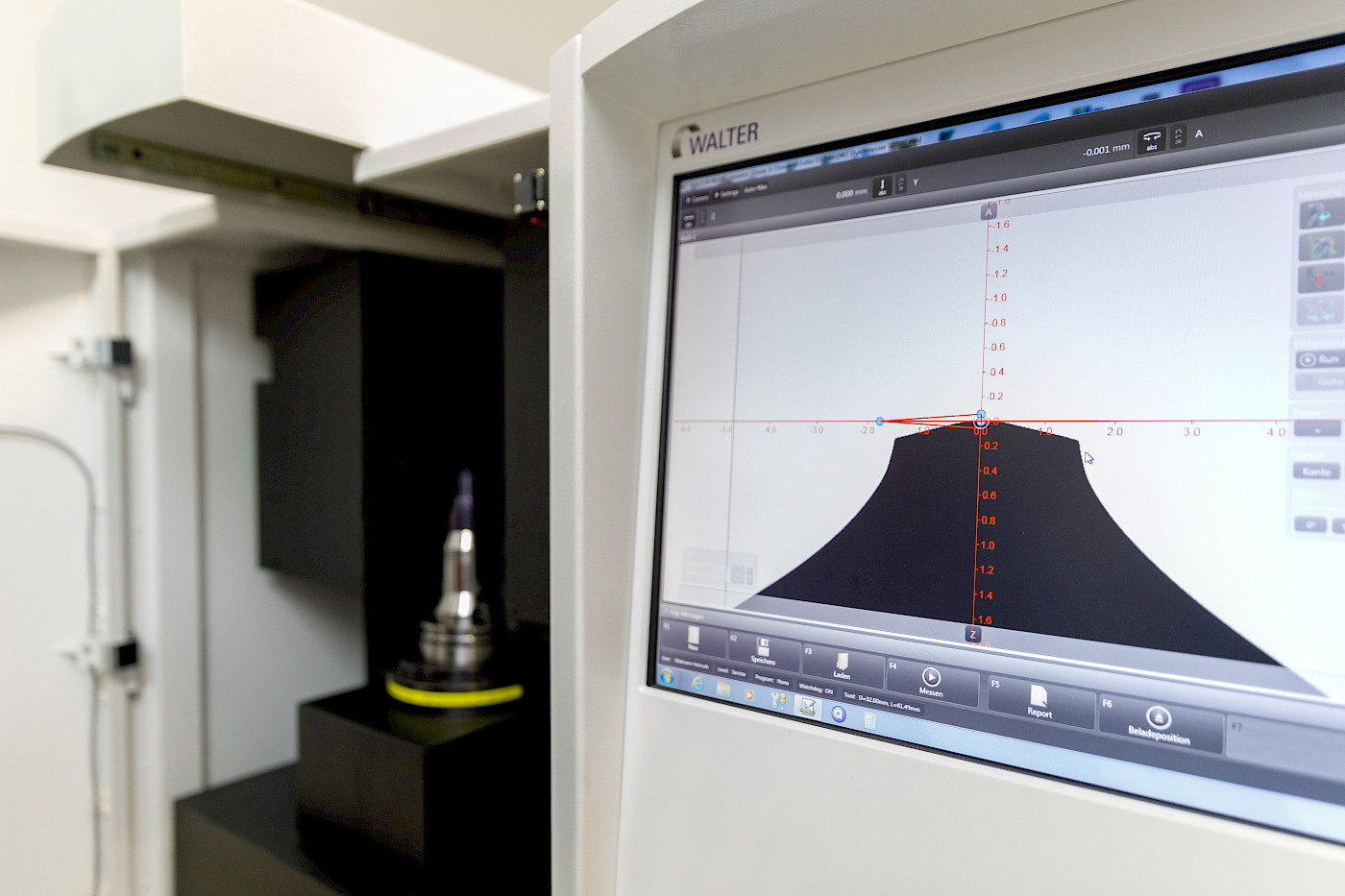
Qualitätskontrolle
Die Hartmetall-Teile werden über unsere Messmaschinen geprüft und dokumentiert (sofern erforderlich). Die physikalischen Werte werden nach dem Sintern in unserem Labor ermittelt.
Dies sichert eine gleichbleibend hohe Qualität unserer Endprodukte und garantiert, dass beim Kunden ausschließlich verwendbare und zeichnungskonforme Teile verwendet werden.